Las películas elaboradas con almidon de la raíz tuberizada de la planta del chayote (ATC) comúnmente llamada “chayotextle” con adición de celulosa (C) o nanopartículas de celulosa (NC) fueron almacenadas a diferentes temperaturas (- 80, 4, 25 y 70 °C) y humedades relativas (33, 70 y 90 %) por 3 y 5 días. El análisis estadístico mostro que el tiempo de almacenamiento no influye en el cambio de las propiedades mecánicas evaluadas en las películas, los valores más altos los presentaron las películas que contenían NC, de 49 MPa para E, 7.23 MPa para σ y 34.81 para %EL. En las películas almacenadas a 33 y 70 % HR se observó un efecto antiplastificante originando un aumento de los valores mecánicos en E de 23 % y para σ de 19 %. Las películas almacenadas a temperaturas de 70 °C presentaron evaporación de plastificantes, aumentando su rigidez y esfuerzo máximo de fractura. Tomando en consideración los resultados obtenidos, los días de almacenamiento y las películas que contenían C, fueron descartados para realizar los estudios posteriores en las películas con NC. En los análisis termogravimétricos (TGA) la estabilidad térmica de las películas almacenadas a diferentes temperaturas presentaron comportamientos similares, no existieron cambios notables en las tres fases de degradación térmica, sin embargo a diferentes humedades relativas las películas modificaron su estabilidad térmica en la primera etapa de degradación térmica. En las pruebas de degradabilidad las condiciones de almacenamiento (HR y temperatura) incrementaron el % de liberación de CO2 relacionado directamente con la velocidad de degradación. Las películas que contenían NC reportaron valores mayores de hasta un 20 % de la producción de CO2 respecto al testigo utilizado (almidón de trigo pregelatinizado). La permeabilidad al vapor de agua (PVA) en las películas almacenadas a distintas temperaturas no presentó cambios estadísticos significativos (α = 0.05), con valor promedio de 1. 08 x 10-10 g /m s Pa. No se llevó acabo la prueba de PVA en las películas almacenadas a 70 °C ya que eran muy quebradizas y rugosas, imposibles de manipular. La permeabilidad al vapor de agua (PVA) en las películas almacenadas a distintas humedades relativas (HR) presentó cambios estadísticamente significativos, las películas almacenadas a 33 % HR presentaron valores de 1.46 x10-10 g /m s Pa mayores a los que reportaron las películas almacenadas a 70 y 90 % HR de 9.44 x10-11 g / m s Pa y 8.26 x10-11 g / m s Pa respectivamente.
Palabras clave: Películas, Chayotextle, nanopartículas de celulosa, antiplastificante, termogravimétricos.
The films elaborated with starch of Chayote (ATC), commonly called Chayotextle, added with cellulose (C) or nanoparticles of cellulose (NC) was stored at different temperatures (- 80, 4, 25 y 70 °C) and relative moisture (33, 70 y 90 %) for 3 and 5 days. The statistical analysis showed that the store time didn’t influence in the changes of the mechanic properties evaluated in the films. The higher values of the mechanic properties contain NC: 49 MPa for E, 7.23 MPa for σ y 34.81 for %EL. In the films stored to 33 and 70% of relative moisture was observed an antiplasticizer effect increasing the mechanic values a 23% for E and 19% for σ. In the case of the films stored at 70°C was showed a evaporation of the plasticizer increasing their rigidity and their maximum effort fracture. In the thermogravimetric analysis the thermic stability of the films stored to different temperatures showed similar behavior during the three steps of the thermic degradation. However to different relative moistures the films modified their thermic stability in the first step of the thermic degradation. In the degradability test the store conditions (relative moisture and temperature increase the percentage of CO2 release. The films that contained NC reported higher values until 20% of CO2 production in comparison with the control. The permeability to water vapor in the films stored at different temperatures didn’t show statistically significant changes (α = 0.05) with a mean value of 1. 08 x 10-10 g / ms Pa.. The water vapor permeability in the films stored at different relative moisture (RM) showed statistically significant changes, the films stored at 33% RM had values of 1.46 x10-10 g / ms Pa higher than the films stored 70 and 90% RM 9.44 X10 -11 g / ms Pa and 8.26 X10 -11 g / ms Pa respectively.
Keywords: Films, Chayotextle, celullose nanoparticules, antiplasticizer, thermogravimetric.
El uso de plásticos derivados del petróleo ha causado serios problemas de contaminación a nivel mundial, debido a ello se han investigado distintos polímeros naturales así como nuevas fuentes de extracción para su empleo como recubrimientos o empaques. En este sentido los almidones han cobrado gran importancia, debido a las propiedades estructurales y de soporte que brinda en la conformación de la matriz estructural en la elaboración de empaques, es abundante en la naturaleza, biodegradable, el uso de este polímero natural obtenido de fuentes como la raíz tuberizada de la planta del chayote (chayotextle), el cual presenta propiedades fisicoquímicas similares al almidón de papa [Jiménez-Hernández et al., 2007) resulta ser una opción atractiva para su empleo. Esta raíz tuberizada contiene almidón como su componente principal y puede ser utilizado como una fuente alternativa para su aislamiento, sin embargo existe limitada información sobre el almidón de la raíz tuberizada del chayote. El rendimiento, pureza así como información físico-química es de importancia para aplicaciones industriales, por ello es importante el proceso de extracción, caracterización para su empleo como aditivo alimentario o como un material de empaque de los alimentos. Las características que muestra el almidón como material de empaque en la elaboración de películas son: claridad, flexibilidad y excelente barrera al oxígeno (Soliva y Martín, 2001; Liu, 2005). La formación de una matriz estructural continua en las películas de almidón permite generar disminución en la permeabilidad al oxígeno (Dole et al., 2004; Liu, 2005). Sin embargo las propiedades de barrera a la humedad no son comparables con las que presentan las películas sintéticas debido a que éstas son de carácter hidrofóbico, característica muy importante en la repulsión de moléculas de agua (Krochta y De Murder-Johnston, 1997; Mali, et al., 2004). Por otro lado, también existen reportes que las propiedades mecánicas resultan ser inferiores a las presentadas por películas sintéticas (Petersen et al., 1999; Aguilar-Méndez, 2005). Por tal motivo, el uso de nuevas fuentes de almidón, así como la modificación química, la mezcla con polímeros sintéticos y la incorporación de polímeros naturales como celulosa y nanopartículas de celulosa se ha reportado que mejoran las propiedades mecánicas y de barrera de las biopelículas. (Lazaridou y Biliaderis, 2002; Aguilar-Méndez, 2005; Azeredo, et al., 2010; De Moura, et al., 2011; Jiménez, et al., 2012; Vargas, et al., 2012).
Elaboración de películas
Las películas se elaboraron por el método de vertido en placa, la cantidad de almidón empleado fue de 4 g, celulosa 0.8 g para el tratamiento 1 (T1) y 1.2 g de nanopartículas de celulosa para el tratamiento 2 (T2), ambas con glicerol (2 g), las mezclas se disolvieron en 170 ml agua destilada. Se utilizó un agitador con control de torca y un dispersador de alta cizalla. El almidón y glicerol se agitaron a 125 rpm a 30 °C. La solución de celulosa o nanopartículas celulosa se homogenizo a 11,000 rpm por 5 min, subsiguientemente se mezclaron ambas soluciones y se agitaron a 125 rpm con aumento de la temperatura de 30 a 90°C, alcanzada la temperatura de 90°C se mantuvo 10 min con agitación constante. Las suspensiones gelatinizadas se centrifugaron a 1000 rpm durante 3 min a 25 °C para eliminar el exceso de burbujas de aire formadas en la solución filmogénica, finalmente se vertieron sobre moldes de vidrio forrados con tela teflón, procediendo a colocarlos en una estufa de convección para su secado a 45 °C por 24h.
Almacenamiento
Las películas fueron desmoldadas y colocadas en desecadores que contenían distintas solución salinas para controlar la humedad relativa (HR) a diferentes días de almacenamiento. Las humedades relativas utilizadas fueron de 33 % (MgCl2), 69 % (SrCl2) y 90 % (BaCl2), almacenándolas por 3 y 5 días. De la misma manera se evaluó el efecto de la temperatura de almacenamiento de -80 °C, 4 °C, 25 °C y 70 °C y se acondicionaron siguiendo la metodología de la ASTM D 882-95a 1995 (25 °C a 57 % HR por 48 h.) para sus posteriores análisis.
Pruebas mecánicas
Los estudios mecánicos se realizaron según lo establecido por la ASTM-D88-95a. Las pruebas mecánicas fueron sujetas a ensayos de tensión uniaxial para determinar los parámetros de esfuerzo máxima a la fractura (σ), elongación (%EL) y el módulo de Young (E), se usó un texturómetro Stable MicroSystems TA-HDi con una velocidad de ensayo de 1 mm/s y se analizaron 15 réplicas por cada tratamiento.
Análisis termogravimétricos (TGA)
Las películas fueron cortadas con un sacacorchos de 5 mm de diámetro, posteriormente se pesaron 10 ± 1 mg de muestra en una micro balanza marca METTLER TOLEDO (AX205, 0.01 mg a 205 g), las muestras se colocaran en charolas de aluminio en un analizador termogravimétrico TA instruments Hi-Res TGA 2950, las prueba se operaron en el rango de 25 a 550 °C, con una velocidad de calentamiento de 10 °C/min utilizando gas nitrógeno como agente inerte en la cámara de reacción del analizador.
Biodegradación
Siguiendo la metodología propuesta por Syed y Sherald (2002), las muestras se trituraron en un molino utilizando una red con tamaño de poro de 0.1 mm., posteriormente se mezclaron 0.2 g de cada muestra con 20 g de composta comercial (EarthGro topsoil), con humedad relativa del 60% en una cámara de reacción de 250 ml en un Micro-Oxymax Respirometer System. La prueba fue acondicionada a temperatura ambiente (24 ± 2 °C) monitoreando el % de degradación, las muestras se acompañaron de un testigo (Almidón pregelatinizado de trigo- MGP) y un control (composta control).
Permeabilidad al vapor de agua (PVA)
La permeabilidad al vapor de agua de las películas se determinó empleando el método gravimétrico estándar de la ASTM, E 96-80 (ASTM, 1989), conocido como el “método de la copa” o “celda de prueba”. Las muestras fueron cortadas de forma circular con un diámetro de 6 cm, se realizaron mediciones previas del grosor de cada película (en 5 puntos distintos) y se colocaron sobre los moldes de aluminio. En el interior de los moldes se colocó Sílica Gel previamente secada a 100 °C por 24 h. Los moldes fueron colocados en un desecador con tapa plana, el cual contenía una solución saturada de SrCl2 con una humedad relativa constante del 70 %. Los cambios en el peso de los moldes se registraron cada hora, con un tiempo de prueba de 8 h.
Pruebas mecánicas
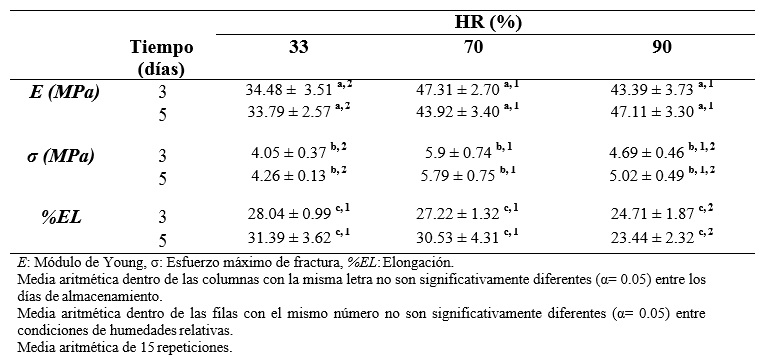
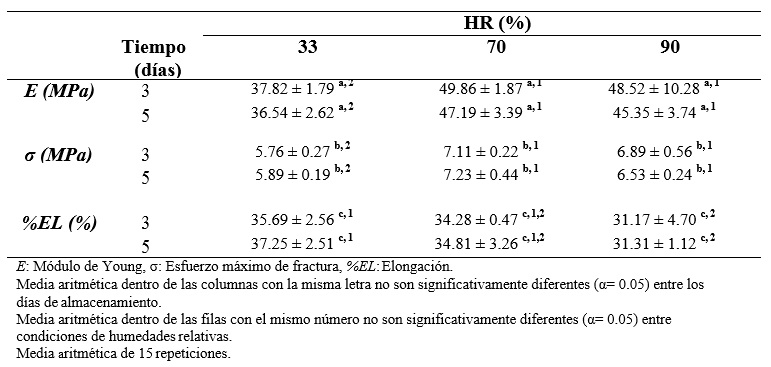
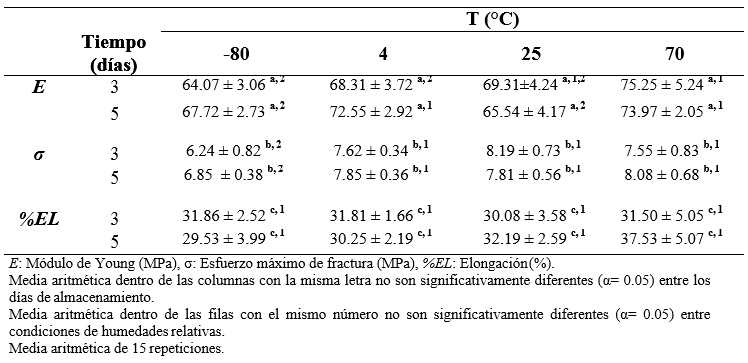
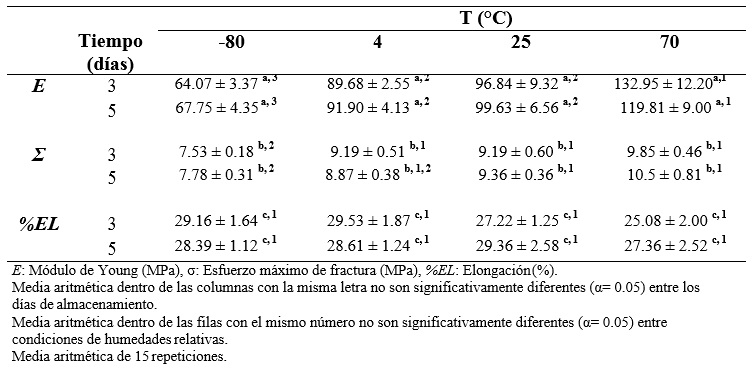
En general el análisis estadístico en las diferentes pruebas mecánicas no mostró diferencias estadísticas significativas (α = 0.05) en el efecto de los días de almacenamiento (3 y 5 días), cuadros 1-3, por esta razón el estudio se centró en el efecto de las diferentes temperaturas y humedades relativas de almacenamiento. El comportamiento general de las propiedades mecánicas mostró un incremento en E (módulo de Young MPa) y en σ(esfuerzo a la fractura MPa) al aumentar la temperatura y en menor proporción con la humedad relativa. Los valores más altos se presentaron en las películas almacenadas a diferentes temperaturas. El incremento en las propiedades mecánicas de las películas con NC está directamente relacionado al aumento del área interfacial entre las cadenas poliméricas de NC y almidón, actuando como relleno. Diversos estudios han reportado que en este tipo de fenómenos ocurre un incremento de los enlaces por puente de hidrógeno, así como la reducción de volumen libre o espacios entre las cadenas poliméricas del almidón debido al efecto de relleno, se incrementa la rigidez en las películas aumentando los valores de E y σ (Nishiyama et al., 2002).
El almacenamiento a 70 y 90 % de HR no modificó los valores de E y σ, bajo tales condiciones no se presentaron cambios estadísticamente significativos (α = 0.05) en películas que contenían C y NC, sin embargo a 90 % de HR los valores numéricamente se redujeron (disminución de la rigidez y esfuerzo de fractura), este cambio se debe al efecto plastificante del agua, debido a su incremento originado por el fenómeno de adsorción durante su almacenamiento, dependiendo del sistema el agua puede ejercer comportamientos diferente: plastificante y anti- plastificante (Cova et al., 2009). A condiciones de almacenamiento de 33 y 70 % de HR en las películas con C y NC se incrementó la rigidez y esfuerzo a la fractura, el comportamiento obtenido se debe al efecto anti-plastificante del agua, se ha reportado que éste efecto depende del contenido de agua así como del sistema, estudios realizados por Cova et al., (2009) en almidón de sémola de maíz y almidón de yuca determinaron que el efecto del agua a bajas y altas concentraciones para los sistemas con almidón de sémola de maíz fue plastificante, sin embargo en sistemas con almidón de yuca a concentraciones de agua de 0 a 12% (g de H2O/g de sólidos) se presentó un efecto anti-plastificante, a concentraciones mayores de 12% el comportamiento tiende a ser netamente plastificante, incrementando los espacios del volumen libre por las moléculas de agua, debilitando las fuerzas de unión y soporte de la matriz polimérica, provocando una reducción en los valores de E y σ. Los plastificantes poco eficaces requieren un uso en cantidades relativamente grandes para superar la anti-plastificación inicial (Seymour, 1995).
Cuadro 1. Efecto de la humedad relativa y tiempo de almacenamiento sobre las propiedades mecánicas en películas de almidón de chayotextle/celulosa (T1).
Cuadro 2. Efecto de la humedad relativa y tiempo de almacenamiento sobre las propiedades mecánicas en películas de almidón de chayotextle/nano partículas de celulosa (T2).
Cuadro 3. Efecto de la temperatura y tiempo de almacenamiento sobre las propiedades mecánicas en películas de almidón de chayotextle/celulosa (T1).
Cuadro 4. Efecto de la temperatura y tiempo de almacenamiento sobre las propiedades mecánicas en películas de almidón de chayotextle/nanopartículas de celulosa (T2).
Análisis termogravimétricos (TGA)
Las curvas de TGA de las películas analizadas muestran 3 etapas principales. La primera corresponde a la pérdida de agua, la segunda etapa se debe a la descomposición de la fase rica en glicerol que también contiene almidón y la tercera etapa corresponde a la oxidación del almidón parcialmente descompuesto. En las películas bajo distintas temperaturas y humedades relativas las curvas de TGA muestran una caída inicial alrededor de los 80 °C, correspondiente a la pérdida de masa de la humedad absorbida, de 110 °C a 210 °C corresponde a la fase rica en glicerol. La tercera etapa se observa alrededor de los 300 - 320 °C que se atribuye a la descomposición del almidón y NC. Qing-Xin et al. (2007) y Chang et al, (2010) reportaron que la adición de NC o nanopartículas de arcilla aumentan la estabilidad térmica en películas de almidón, contribuyendo a mejorar la estabilidad térmica, debido a las interacciones entre la NC y el almidón plastificado. En la Figura 1 se muestra un patrón similar al reportado por Wilhelm et al, (2003).
Las condiciones de temperatura en las películas no influyeron en la tasa de pérdida de masa. A condiciones de 33 % HR se genera mayor estabilidad térmica, tal estabilidad se observa dentro de la primera etapa, el comportamiento se adjudica a menor cantidad de enlaces por puente de hidrogeno, favoreciendo mayormente los enlaces polímero-polímero del almidón los cuales son más estables térmicamente. La disminución de la temperatura correspondiente a 78 % de pérdida de masa en las películas almacenadas a mayor humedad relativa (70 y 90 %) ocurre por el incremento del plastificante (agua) en la matriz estructural de las películas de ATC mediante el fenómeno de adsorción de las moléculas de agua, esto origina una disminución de las interacciones entre los enlaces moleculares de las cadenas de almidón-almidón, debido a los enlaces de hidrógeno formados entre los grupos hidroxilo de las cadenas de almidón y moléculas del plastificante. Como consecuencia se genera una débil interacción entre las cadenas poliméricas de almidón, obteniendo una débil estructura polimérica fácil de fracturar en presencia de un alto contenido de agua (Cyras et al., 2008).
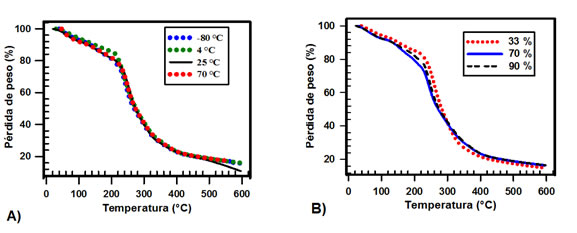
Figura 1. Curvas de TGA de películas de ATC y NC, almacenadas a diferentes temperaturas (A) y diferentes humedades relativas de almacenamiento (B). Los valores graficados representan la media aritmética de 3 réplicas.
Biodegradación
Las pruebas de biodegradación revelan que tanto las películas acondicionadas a diferentes temperaturas y distintas humedades relativas inicialmente mostraron una rápida degradación a los primeros 8 días de la prueba (Figura 2), alcanzando 40 % de producción de CO2 (indicador de biodegradación) y a 25 días de la prueba se alcanzó un 80 % de producción de CO2. El comportamiento obtenido indica un aumento en la tasa de biodegradación, cuando son comparados con la referencia (almidón de trigo pregelatinizado - MGP1), sin embargo el comportamiento en la velocidad de producción de CO2 para las películas almacenadas en diferentes temperaturas y diferentes humedades relativas resultó ser similar pese a las diferentes condiciones de almacenamiento. Agnantopoulou et al. (2012) y Campos et al. (2012) reportaron que el tamaño de partícula de fibras de sisal (obtenida del Agave sisalana) y harina de madera afecta la velocidad de degradación. El comportamiento presentado por las películas en el presente estudio podría ser explicado por Tsoumis (1991), Zabel y Morrel (1992) donde reportan que la susceptibilidad de los compuestos en la biodegradación depende en gran medida del contenido de humedad. Vargas et al. (2012) reportaron una alta tasa de degradación en películas de harina de plátano pre- expuestas a temperaturas de -20 y 80 °C, donde observaron una despolimerización y reducción de la masa molar a elevadas temperaturas, así como modificaciones en la superficie de las películas posiblemente originadas por la formación de cristales de hielo durante el congelamiento, los cambios fueron observados a través del microscopio electrónico de barrido (SEM). Todo lo anterior facilita la ruptura de la matriz, siendo más accesible a la degradación por microorganismos y enzimas hidrolíticas del medio (Van Den Einde et al., 2004; Liu et al., 1999).
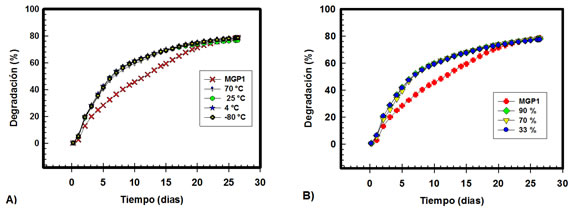
Figura 2. Velocidad de degradación de películas elaboradas con ATC, y NC bajo condiciones de almacenamiento a diferentes temperaturas (A) y diferentes humedades relativas (B). Los valores graficados representan la media aritmética de 3 réplicas.
Permeabilidad al vapor de agua (PVA)
Los resultados del estudio de permeabilidad al vapor de agua realizado en las películas de ATC que contenían nanopartículas de celulosa (T2) bajo condiciones de distintas temperaturas de almacenamiento se muestran en la Figura 3, a temperaturas de -80 °C, 4 °C y 25 °C de almacenamiento no existieron diferencias estadísticas significativas en los valores de permeabilidad, sin embargo en las películas almacenadas a 70 °C no fue posible realizarles la prueba de permeabilidad al vapor de agua, presentaron una alta evaporación de los plastificantes (ocasionado por la elevada temperatura) y las películas se fracturaban al manipularlas. Aila-Suárez et al. (2013) y Chang et al. (2010) reportaron que la adición de nanopartículas en películas de almidón reduce la permeabilidad, tal reducción es ocasionada por el tamaño de las partículas, así como una mejor dispersión en la matriz polimérica que aumenta la relación superficie-volumen, actuando como barrera física reduciendo la permeabilidad de las moléculas de agua (Bras et al., 2010; Svagan et al., 2009).
El aumento de la permeabilidad al vapor de agua en la condición de humedad relativa de almacenamiento de 33 %, pudiera estar relacionado con el efecto de adsorción en las películas durante su almacenamiento y acondicionamiento, teniendo efecto sobre las propiedades de permeabilidad, el aumento en la cantidad de humedad absorbida en las películas tiene un efecto plastificante, aumentando la constante de difusión de vapor de agua, y por lo tanto la permeabilidad (la permeabilidad se define como el producto de la constante de difusión y el coeficiente de solubilidad). El comportamiento de las películas que presentaron menor permeabilidad al vapor de agua (almacenadas a 70 y 90 % HR) podría estar relacionado con los procesos de absorción y desorción que sufrieron durante su almacenamiento y posteriormente su acondicionamiento previo antes de iniciar la prueba de PVA, Chang et al., (2000) encontraron que tales cambios pueden afectar la integridad estructural y propiedades de barrera de en las películas de almidón de tapioca (Chang et al., 2000). El efecto del contenido de agua en los procesos de adsorción en sistemas poliméricos está bien establecido en la literatura, mientras que el efecto de desorción del agua solo se ha observado en las propiedades mecánicas del material y no en las propiedades de permeabilidad al vapor de agua. Al reducirse el volumen libre entre las cadenas poliméricas del almidon debido a la migración de las moléculas de agua durante su etapa de acondicionamiento a 57 % HR durante 48 h. (fenómeno de desorción para películas almacenadas a 70 y 90 % HR) disminuye la constante de difusión de vapor de agua la cual está ligada con la permeabilidad (Chang et al., 2000; Cova et al., 2009).
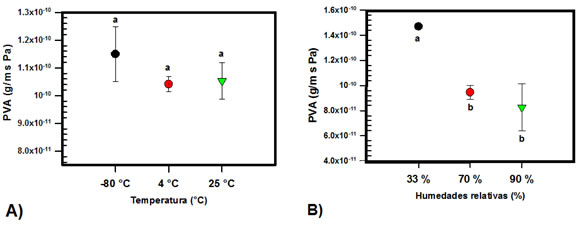
Figura 3. Permeabilidad al vapor de agua de películas de ATC con adición de nanopartículas de celulosa bajo diferentes temperaturas (A) y diferentes humedades relativas de almacenamiento (B). Los valores graficados representan la media aritmética de 3 réplicas.
Las propiedades mecánicas de las películas elaboradas en el presente trabajo están fuertemente influenciadas por el tamaño de partícula de la C y NC. Las películas mezcladas con NC mostraron un aumento en estos valores. El efecto de los días de almacenamiento no mostró ningún impacto sobre las propiedades mecánicas. Las diferentes condiciones de temperatura y humedad relativa impactaron en las propiedades mecánicas. En el análisis termogravimétrico, las condiciones de temperatura y diferentes humedades no afectaron la estabilidad térmica de las películas. La tasa de degradación aumentó debido a las condiciones de almacenamiento a las que se sometieron las películas respecto a la muestra control. Las temperaturas de almacenamiento en las propiedades de transferencia (PVA) no afectaron a las películas, sin embargo a diferentes humedades relativas de almacenamiento se observó un incremento de la permeabilidad en las películas almacenadas a 33 %. La adición de NC podría utilizarse como refuerzo en otras redes poliméricas naturales y el uso de fuentes no convencionales de almidón (Chayotextle) podría ser de gran interés en la aplicación de empaques degradables, brindando valor agregado a éste último. Las películas generadas en el presente estudio tendrían una gama amplia de aplicación por la estabilidad presentada a diferentes condiciones de temperatura y humedad relativa y propiedades mecánicas así como su apariencia, podrían generar campo para su aplicación en productos alimentarios.
Agnantopoulou, E., Tserki, V., Marras, S., Philippou, J. y Panayioyou C. (2012). Development of biodegradable composites based on wood waste flour and thermoplastic starch. Journal of Applied Polymer Science. 126, 272- 280.
Aguilar-Méndez, M. A. (2005). Propiedades físicas y mecánicas de películas biodegradables y su empleo en el recubrimiento de frutos de aguacate. Tesis de maestría. Instituto Politécnico Nacional. México.
Aila-Suárez, S., Palma-Rodríguez, H.P., Rodríguez-Hernández, A.I., Hernández-Uribe, J.P., Bello-Pérez, L.A. y Vargas-Torres, A. (2013). characterization of films made with chayote tuber and potato starches blending with cellulose nanoparticles. Carbohydrate Polymer. 98, 102-107.
ASTM E-96-80. (1989). Standard Methods of Test for water vapor transmission of materials in sheet form.
Azeredo, H. M. C., Mattoso, L. H. C., Avena-Bustillos, R. J. y Filho, G. C. (2010). Nanocellulose reinforced chitosan composite films as affected by nanofiller loading and plasticizer content. Journal of Food Science. 75, Nr 1.
Bras J., Hassan M.L., Bruzesse C., Hassan A.E., El-Wakil A.N. y Dufresne A. (2010). Mechanical, barrier, and biodegradability properties of bagasse cellulose whiskers reinforced natural rubber nanocomposite. Industrial Crops and Products. 32,627–633.
Campos, A., Marconcini, J.M., Iman, S.H., Klamcznski, A., Ortis, W.J., Wood, D.H., Willians, T.G., Martins-Franchetti, S.M., Mattoso, L.H.C. (2012). Morphological, mechanical properties and biodegradability of biocomposite thermoplastic starch and polycaprolactone reinforced with sisal fibers. Journal of Reinforced Plastic and Composites. 31, 573-581.
Chang P.R., Jian R., Zheng P., Yu J. y Ma X. (2010). Preparation and properties of glycerol plasticized-starch (GPS)/cellulose nanoparticle (CN) composites. Carbohydrate Polymers. 79, 301–305.
Chang, Y.P., Cheah, P.B. y Seow C.C. (2000). Plasticizing-Antiplasticizing effects of water on physical properties of tapioca starch films in glassy state. Journal of Food Science. 65, 445-451.
Cova, A., Sandoval, J., Laredo, E., Muller, A.J. (2009). Efecto plastificante y antiplastificante del agua en sistemas a base de almidón. Suplemento de la revista Latinoamericana de Metalurgia y Materiales. S2, 1: 45-46.
Cyras, V.P., Manfredi, L.P., Ton-That, M.T. y Vásquez, A. (2008). Physical and mechanical properties of thermoplastic starch/montmorillonite nanocomposites films. Carbohydrate Polymers. 73, 55-63.
De Moura, M., Lorevice, M. V., Mattoso, L. H. C. y Zucolotto, V. (2011). Highly stable, edible cellulose films incorporating chitosan nanoparticles. Journal of Food Science. 76. Nr. 2.
Dole, P., Joly, C. Espuche, E., Alric, I. y Gontard, N. (2004). Gas transport properties of starch based films. Carbohydrate Polymers. 58, 335-343.
Jiménez, A., Fabra, M. J., Talens, P. y Chiralt, A. (2012). Effect of recrystallization on tensile, optical and water vapour barrier properties of corn starch films containing fatty acids. Food Hydrocolloids. 26(1), 302–310.
Jiménez-Hernández, J., Salazar-Montoya, J, A., y Ramos-Ramírez, E, G. (2007). Physical, chemical and microscopic characterization of a new starch chayote (Sechium edule) tuber and its comparison with potato and maize starches. Carbohydrate Polymer. 68, 679-686.
Krochta, J. M. y De Mulder-Johnston, C. (1997). Edible and biodegradable polymer films: Challenges and opportunities. Food Technology. 51 (2) 61-74.
Lazaridou, A. y Biliaderis, C. G. (2002). Thermophysical properties of chitosan, chitosan-starch and chitosan-pullulan films near the glass transition. Carbohydrate Polymers. 48, 179-190.
Liu, H., Ramsden, L. y Corke, H. (1999). Physical Properties of Cross-linked and Acetylated Normal and Waxy Rice Starch. Starch/Starke. 51, 249-252.
Liu, Z. (2005). Edible films and coatings from starch In J. H. Han (Ed.), Innovations in food packaging. London. Elsevier Academic Press. 318-332.
Mali, S., Grossmann, M. V. E., García, M. N. y Zaritzky, N. E. (2004). Barrier, mechanical and optical properties of plasticized yam starch films. Carbohydrate Polymers. 56(2), 129-135.
Nishiyama Y., Langan P. y Chanzy H. (2002). Crystal structure and hydrogen- bonding system in cellulose Iβ from synchrotron X-ray and neutron fiber diffraction. Journal of the American Chemical Society. 124, 9074–9082.
Petersen, K., Nielsen, P. V., Bertelsen, G., Lawther, M., Olsen, M. B., Nilsson, N. H. y Mortensen, G. (1999). Potential of biobased materials for food packaging. Trends in Food Science and Technology. 10, 52-68.
Qing-Xin, Z., Zhong-Zhen, Y., Xiao-Lin, X., Kimiyoshi, N. y Yutaka, K. (2007). Preparation and crystalline morphology of biodegradable starch/clay nanocomposites. Polymer. 48, 7193-7200.
Seymour, R.B. (1995) Introducción a la química de los polímeros. Editorial REVERTÉ, S.A. España.
Soliva, R. y Martín, O. (2001). Envasado de alimentos mediante recubrimientos comestibles, Alimentaria, Septiembre.
Svagan, J.A., Mikael, S.H. y Lars, B. (2009). Reduced water vapour sorption in cellulose nanocomposites with starch matrix. Composites Science and Technology. 69, 500-506.
Syed H.I. y Sherald H.G. (2002).Biodegradation of Coproducts from Industrially Processed Corn in a Compost Environment, journal of polymers and The Environment. 10(4), 147-154.
Tsoumis, G. (1991). Science and thechnology of wood structure, properties, utilization. New York, Van Nostrand Reinhold Publisher, pp. 340-380.
Van Den Einde, R.M., Akkermans, C., Van Der Goot, A.J. y Boom, R.M. (2004). Molecular breakdown of corn starch by thermal and mechanical effects. Carbohydrate Polymer. 56, 415-422.
Vargas, A., Berrios, J., Chiou, B., Wood, D., Bello, L, A., Glenn, G, M. y Iman, S,H. (2012). Extruded/ Injection-Molded Composites Containing Unripe Plantain Flour, Ethylene-Vinyl Alcohol, and Glycerol: Evaluation of Mechanical Property, Storage Conditions, Biodegradability, and Color. Journal of Aplid Polymer Science. 124, 2632-2639.
Wilhelm, H.M., Seirakowski, M.R., Souza, G.P. y Wypych, F. (2003). Starch films reinforced with mineral clay. Carbohydrate Polymer. 52, 101-110.
Zabel, R.A. y Morrell, J.J. (1992). General features, recognition and anatomical aspects of Wood decay. In: Wood Microbiology: decay and its prevention. Academic Press, Inc. San Diego, California. pp. 168-194.
[a] Instituto de Ciencias Agropecuarias de la Universidad Autónoma del Estado de Hidalgo.
[b] Departamento de Agricultura de los Estados Unidos (USDA).